1.螺杆的长径比及其影响:

螺杆的长径比,即螺杆的有效长度 \( L ) 与直径 \( D ) 的比值,是决定挤出系统性能的关键参数。长径比的大小直接影响塑料在机筒内的停留时间,进而影响塑化效果。具体来说:

- 长径比越大,塑料在机筒内停留的时间越长,有利于塑料的塑化,提高了塑化能力。这对于需要均匀温度分布的物料尤其有利。然而,长径比过大也会导致所需的传动功率增加,从而增加生产成本,降低利润空间。对于容易碳化的原料,过大的长径比会使其在机筒内停留时间过长,加剧碳化现象,导致原料发黄。
- 长径比越小,塑料在机筒内的停留时间越短,不利于充分塑化。这可能导致加工出的制品出现云雾状,影响产品质量。
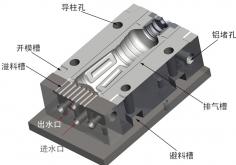
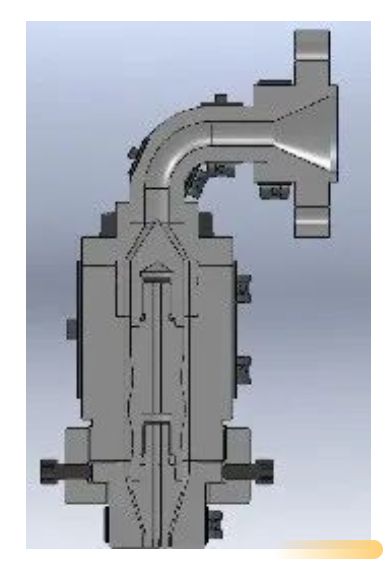
2.模头的功能和调节:
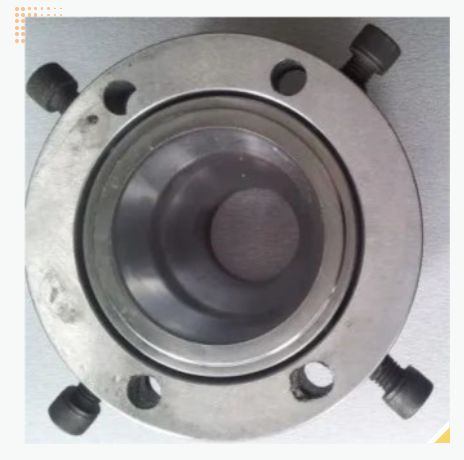
模头是挤出系统的另一个关键组件,其主要作用是将熔融状态的塑料形成管状料管。模头的圆周方向位置可调,这对于确保塑料均匀挤出至关重要。插笔必须与模具口精确对准,以避免瓶口一边厚一边薄的问题,甚至可能导致插笔与模具相撞,造成损坏。

由于模具加工和安装的偏差,模头的插笔在圆周方向需要具有一定的可调范围。这种调节通常采用手动方式,通过不同的结构和调节方式来实现,以确保挤出过程的精确性和制品的质量。